



想了解动力试验平台-动力试验平台量大从优产品的更多信息?一部视频,让你轻松get到所有重点!
以下是:动力试验平台-动力试验平台量大从优的图文介绍

铸铁平台的精度等级检测是根据 标准计量检定规程执行的,主要分为0级、附近1级、附近2级和3级四个级别。这些级别主要根据平台平面度的允差来划分。具体的允差计算公式如下:
0级:平面度允差(微米)= 0.003 × 检验平台对角线长度(mm)+ 2.5
1级:平面度允差(微米)= 0.006 × 检验平台对角线长度(mm)+ 5
2级:平面度允差(微米)= 0.012 × 检验平台对角线长度(mm)+ 10
3级:平面度允差(微米)= 0.024 × 检验平台对角线长度(mm)+ 20
这些级别中,0级、附近1级和2级通常用作检验平台,而3级则更多地用于划线平台。


铸铁平台的安装调试步骤如下:
把铸铁平台支架放到地面,调整四角稳定性,微调活动地脚,直到稳定。
把铸铁平台放到支架上,调整支架上面的支点位置,尽量接近中心对称。
初调支架上面的各支脚,使各支点都能均匀的受力。
用水平测量仪器(如水平尺或电子水平仪)检测平板的水平状况,并微调相关支点,直到符合水平位置。
初调合格后,静置12小时后,进行复测,如不合格需进行再次调整,如合格方可使用。
铸铁平台安装调试完毕后,应进行周期性检测和维护,以保证其使用精度和寿命。



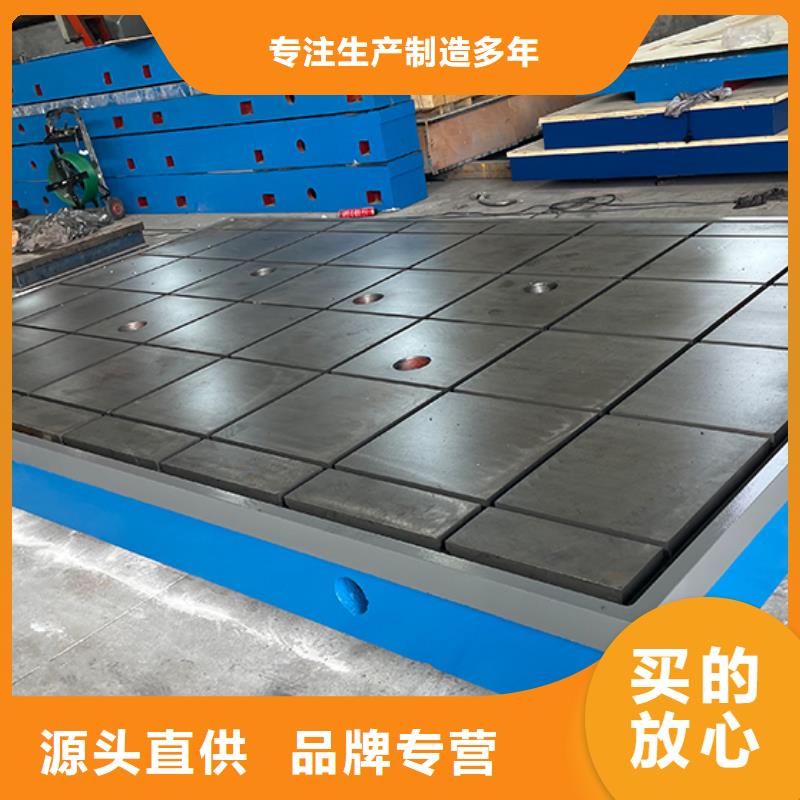
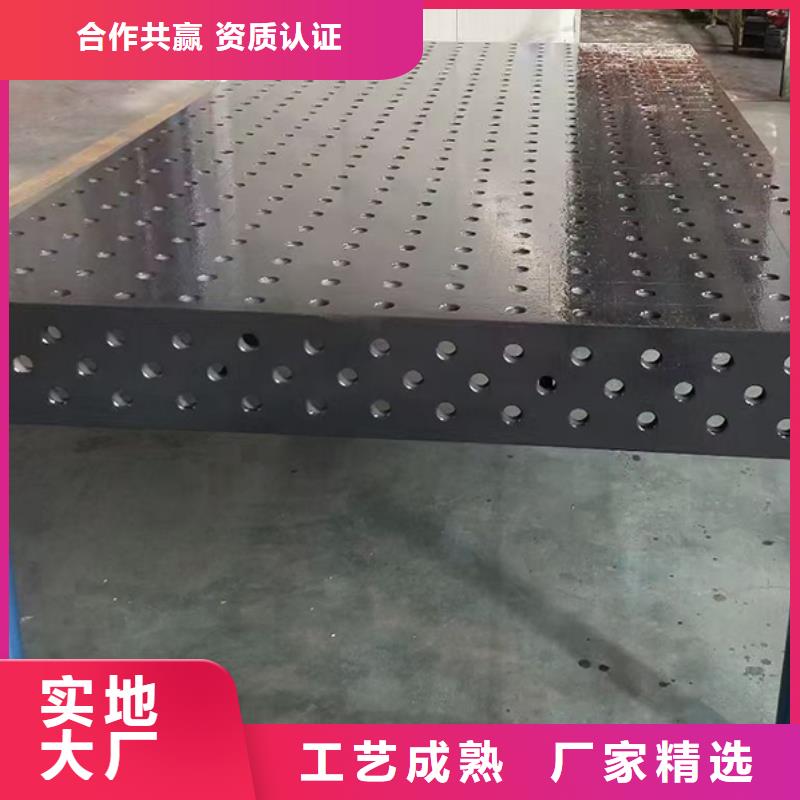
铸铁平台-钳工铆焊平台的工作面硬度应在HB170—220或187—255之间,且工作面上不应有锈迹、同城划痕、同城碰伤及其他影响使用的外观缺陷,也不应有砂孔、同城气孔、同城裂纹、同城夹渣及缩松等铸造缺陷。平台应经稳定性处理和去磁,且相对两侧面上,应有安装手柄或吊装位置的设置、同城螺纹孔或圆柱孔。设置吊装位置时应考虑尽量减少因吊装而引起的变形。
钳工铆焊平台的规格通常为1000×2000—2000×6000,特殊规格可以根据需方图纸制作或双方商定生产加工。同时,根据 标准计量检定规程,钳工铆焊平台的精度分为0、同城1、同城2、同城3四个等级。


装配铸铁平台用于各种机械设备的装配和调试。设备试验工作台易于维护,结构简单明了,易于清洁和维护。这有助于延长其使用寿命,并降低维护成本。
铸铁平台人工刮研包括粗刮和细刮两个步骤。粗刮采用长刮刀,行程较长(10mm~15mm之间),刀痕较宽(10mm),刮刀痕迹顺向,成片不重复。当工件表面研点每25mm×25mm上为4~6点并留有细刮加工余量时,可开始细刮。细刮是将粗刮后的高点刮去,其特点是采用短
刮法(刀痕宽约6mm,长5mm~10mm),研点分散快。当平均研点每25mm×25mm上为10~14点时,即可结束细刮。


伟业焊接铸铁石平台斜垫铁厂家(铁峰区分公司)秉承“以人为本,科技创新”的崇高信念,以可靠的 铸铁装配试验工作台、斜铁加工厂产品质量,优惠的销售价格,完善的售后服务,精益求精,追求完美,竭力欢迎新老客户垂询合作,愿与广大客户共创双赢的美好明天。

